FOSTA Reports
Research Association for Steel Application (FOSTA) - Find comprehensive research reports on steel application, processing technologies, and material innovations.
What are FOSTA Reports?
FOSTA (Research Association for Steel Application) publishes research results on steel processing, application technologies, and innovative material solutions. These reports are essential resources for engineers, researchers, and industry professionals working with steel materials.
Research Topics
Steel forming, joining technologies, surface treatment, material characterization, and process optimization.
Target Audience
Engineers, researchers, quality managers, and technical professionals in the steel processing industry.
Document Formats
Available as PDF downloads with comprehensive technical data, illustrations, and research findings.
730 reports available
 FOSTA
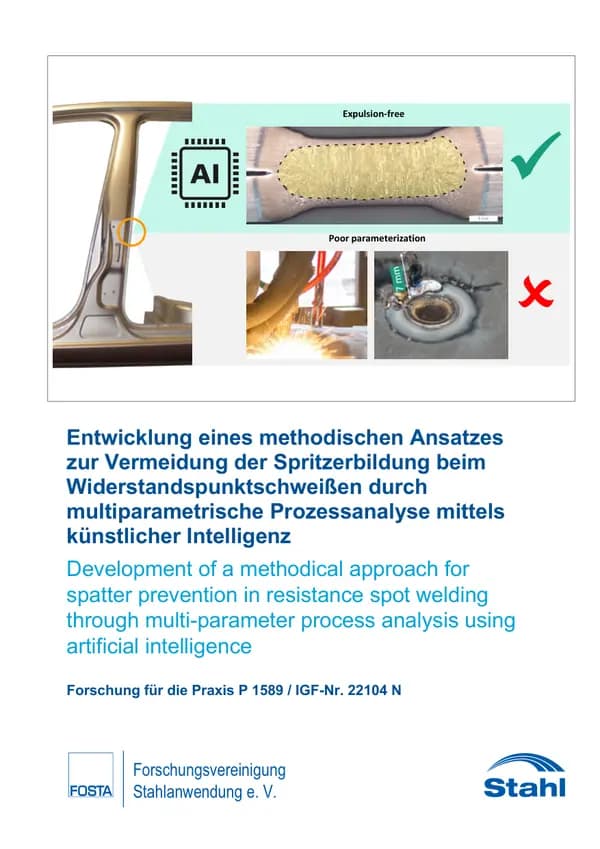
FOSTAP 1589 - Development of a methodical approach for spatter prevention in resistance spot welding through multi-parameter process analysis using artificial intelligence
P 1589 - Development of a methodical approach for spatter prevention in resistance spot welding through multi-parameter process analysis using artificial intelligence In order to produce resource-efficient and affordable mobility, lightweight construction concepts made of modern high-strength sheet steel materials play a significant role. Resistance spot welding (RSW) is a frequently used method for joining these materials. During RSW, the disturbance variables that occur under real conditions (e.g., component tolerances) can lead to the formation of weld expulsion even in ideally parameterized welding processes, thus endangering processing safety. Weld expulsion reduces the weld nugget size under the specified target minimum diameters. To fundamentally exclude a decrease in strength due to such insufficient weld spots, more weld spots are set than necessary, resulting in increased cost and production effort. Consequently, the objective of the research project is to research and develop a methodological approach to predict expulsion through AI-Models. Further, it is aimed to develop an approach to prevent expulsion during the resistance spot welding process. For this purpose, realistic causes of expulsion formation (including proximity to edges, gap formation) will first be clearly characterized by AI-supported multiparametric analysis of the process variable curves. Subsequently, information on possible expulsion occurrence will be derived, and an ideal time for current shutoff will be predicted. This will achieve a maximum still spatterfree weld spot diameter. The data sets required for training the AI will be generated in the course of comprehensive experimental RSW tests at LWF Paderborn and finite element simulations at Fraunhofer IPK. In addition, effects on the load-bearing capacity of the connection and electrode life, depending on the respective cause of expulsion, will be determined beyond the current state of the art. The results enable SMEs in the sheet metal processing industry to better utilize modern steel materials and thus gain competitive advantages. The objective of this research project was accomplished. Main content only available in German language. Authors: K. Yang, M.Sc., Univ.-Prof. Dr.-Ing. G. Meschut, B. El-Sari, Dr.-Ing. M. Biegler, Univ.-Prof. Dr.-Ing. M. Rethmeier
available anytime
View details →30,00 €
excl. VAT
 FOSTA
FOSTAP 86 1.1 - Fire load survey in industrial halls
P 86 1.1 - Fire load survey in industrial halls Publication: 1984 Authors: Prof. Dr.-Ing. habil. U. Schneider, Dipl.-Ing. U. Max Main content only available in German language. Title and description automatically translated using Deepl API
available anytime
View details →40,00 €
excl. VAT
 FOSTA
FOSTAP 931 - Numerical optimisation of the deep drawing process when using drawing beads by developing a well-founded extended replacement model
P931 - Numerical optimisation of the deep drawing process when using drawing beads by developing a well-founded extended replacement model The aim of the proposed research project is the creation and validation of a numerical replacement model for drawing beads which, in addition to the force and friction conditions, takes into account the pre-deformations and hardening in the sheet material caused by the beading process. The exact and comprehensive experimental representation of the actual conditions and the forming behaviour during deep drawing of various sheet materials in tools with drawing beads is a particular focus of the project. The stress-induced hardening caused by the influence of the bead in the material results in an increase in forces in the tool system. These are usually not sufficiently taken into account by the numerical design of the process, as substitute models are often used here. These only consider the restraining and hold-down forces and not the actual material behaviour. These conditions and their interactions should be included in the considerations. The aim is to optimise the substitute model and the input variables for a simulation. Several experimental investigations have been carried out to characterise the material properties of the existing sheet materials DX56D+Z (1.0963) and HCT780X (1.0943). Numerical simulations of the characterisation tests supplement the experiments for a realistic representation of the material behaviour in the process. The force and friction ratios are to be recorded with the aid of a corresponding conversion of a friction test bench with modified tools and used to optimise the input variables for FEM simulation software. The occurring tensile, compressive and bending stresses as well as their superpositions from the real deep-drawing process are to be reproduced experimentally on suitable test facilities and the influences on the material behaviour verified using FEM simulations. The results sought in the proposed research project will contribute to the further development of products to a clearly defined extent. In addition to products that are made available to users by software development companies, the manufacture of tools and machines for forming technology and the components produced using forming processes, especially the deep drawing of sheet metal materials, should be mentioned here. As processes and procedures can be designed with better quality thanks to optimised input variables, it is also possible to design, construct and manufacture machines and tools more precisely. This results in a reduction in labour, personnel, material and financial resources for small and medium-sized companies. Conversely, improved products, e.g. simulation software, forming tools and forming machines, offer the opportunity to further develop the procedures for the numerical and constructive design of a forming process. design of a forming process can be further developed and optimised. Authors: Prof. Dr.-Ing. B.-A. Behrens, M.Sc. H. Schulze Publication: 2018 Main content only available in German language. Title and description automatically translated using Deepl API
available anytime
View details →30,00 €
excl. VAT
 FOSTA
FOSTAP 923 - Application of wear protection layers up to 5 mm thick made of metal-hard material powder mixture by means of resistance welding
P 923 - Application of wear protection layers up to 5 mm thick made of metal-hard material powder mixture by means of resistance welding Protective coatings are often applied to components to protect them from wear caused by external influences. In the case of metallic components, especially those subject to high mechanical loads, this is often done by welding on layers with correspondingly good wear properties, known as hardfacing. Arc-based welding processes such as gas metal arc welding (GMAW) or submerged arc welding (SAW) are usually used. These processes have the disadvantage of a relatively high energy input and the associated high thermal load on the materials used. In the area of the component to be protected, this means that the use of higher-grade steels is not necessarily advisable, as the material properties, some of which have been elaborately adjusted, are impaired by the heat input. Consequently, simpler steel grades are used, which means that a great deal of lightweight construction potential is lost. In the area of coating materials, only hard materials that do not decompose during build-up welding can be used to improve wear resistance due to the high process temperatures. However, such hard materials are usually quite expensive. In this project, the process of build-up welding using resistance welding was investigated. This involves using conductive resistance heating to weld a mixture of hard material powder and an iron-based matrix powder to form a closed layer, which is simultaneously applied to a substrate. In addition to silicon carbide and zirconium mullite, the low-cost hard materials used in the project are mainly those based on aluminium oxide. Iron powder and cast iron powder are mainly used as matrix materials. The achievable layer thicknesses are around 3 mm and, with the appropriate wear mechanism, achieve a significant increase in wear resistance. Greater layer thicknesses can be realised by building up the coating layer in several layers. The degree of mixing is far below that of conventional build-up welding processes, and the heat-affected zone is also significantly smaller. In further investigations, the further optimisation of the wear properties, the development of continuous processes for coating larger surfaces and the direct generation of contoured surfaces are conceivable. The IGF project 17421 N of FOSTA - For-schungsvereinigung Stahlanwendung e. V., Düsseldorf, was funded via the AiF as part of the programme to promote joint industrial research (IGF) by the Federal Ministry for Economic Affairs and Energy on the basis of a resolution of the German Bundestag. The project was carried out by the Institute of Welding and Joining Technology at RWTH Aachen University. Publication: September 2018 Authors: Prof. Dr.-Ing. U. Reisgen, Dipl.-Ing. A. Schiebahn Main content only available in German language. Title and description automatically translated using Deepl API
available anytime
View details →30,00 €
excl. VAT
 FOSTA
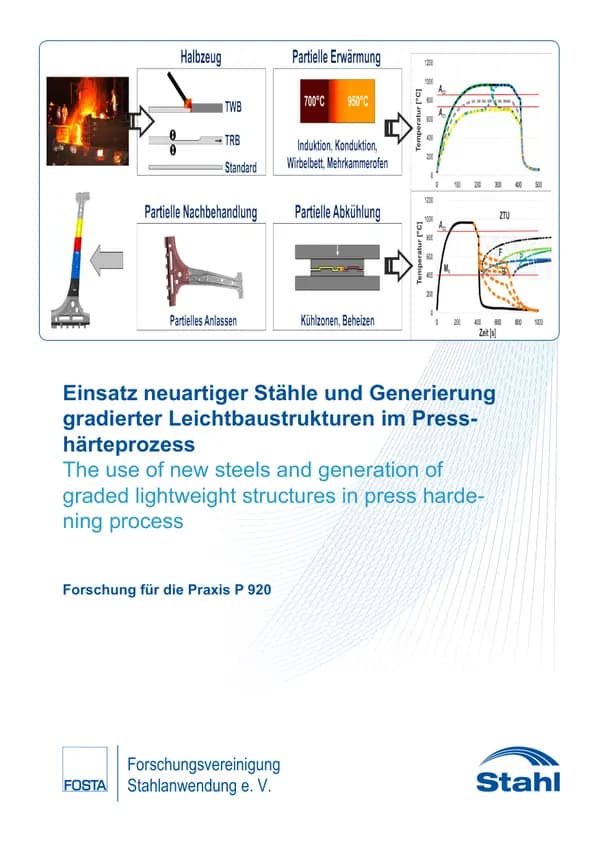
FOSTAP 920 - Use of novel steels and generation of graded lightweight structures in the press hardening process
P920 - Use of novel steels and generation of graded lightweight structures in the press hardening process According to the current state of the art, the press hardening process is usually used for the production of ultra-high-strength steel components within a vehicle body. In this thermomechanical manufacturing process, a mould blank is first heated above the austenitising temperature of the steel material and then, in the subsequent process step, formed into the later component geometry with simultaneous hardening of the microstructure. This makes it possible to produce very complex components with component strengths of >1500MPa. In practice, the standard material used here is 22MnB5, which has a strength level of approx. 1500MPa-1600MPa after the process. More recent developments are pursuing a further increase in strength after the process. Through the targeted modification of process parameters within the press hardening production route, areas with different mechanical properties can also be produced within a component. This option enables a load-oriented component design, which is a key factor in the production of weight-optimised and therefore resource-saving and efficient car body components. The options for producing different mechanical property levels in the component are currently limited, both in terms of the process and the material, so that the possible lightweight construction potential cannot be fully utilised by the process. In this research project, this possible range of properties is therefore to be extended through targeted material development of a material and a process modification towards lower strengths. Due to the large number of influencing variables, the work on the project routes is accompanied by suitable simulations. The aim is to generate a resulting tensile strength in the component after the process of approx. 1200MPa-1300MPa. The simulation software JMatPro is used to determine the mechanical properties as a function of the process parameters and the alloy composition. The determination of the process parameters for a partial austenitisation process is validated in parallel by an experimental process window investigation. Based on the simulations, material casts of the new material to be developed are produced and characterised. Finally, the two development routes are validated in the component test and comparatively evaluated. Both development routes were successfully realised during the project period and finally validated on the component. The material properties were within the targeted mechanical properties, although the microstructure of the material differed significantly for the two routes. This changed the flow behaviour of the material. Based on the experimental investigations, the use of the material development process route is therefore clearly recommended due to the homogeneous microstructure formation and very good deformation properties. The research project was carried out at the Chair of Lightweight Automotive Design at the University of Paderborn with technical support and financial assistance from the Forschungsvereinigung Stahlanwendung e. V., Düsseldorf, with funds from the Stiftung Stahlanwendungsforschung, Essen. Publication: January 2019 Authors: Prof. Dr rer. nat. T. Tröster, Dr.-Ing. T. Marten Main content only available in German language. Title and description automatically translated using Deepl API
available anytime
View details →30,00 €
excl. VAT
 FOSTA
FOSTAP 747 - Technical and economic comparison of Slim-Floor ceilings and conventional construction methods for flat ceiling constructions
P747 - Technical and economic comparison of Slim-Floor ceilings and conventional construction methods for flat ceiling constructions Flat slabs offer many advantages over beamed floor systems due to the free floor plan design, reduced storey heights, simple and fast formwork and easier routing of installation lines. The flat ceilings can be constructed in reinforced concrete or in reinforced concrete composite construction (slim-floor ceilings). However, slim-floor ceilings in composite construction currently only play a minor role in Germany. The aim of the study is therefore to compare the cost-effectiveness of slim-floor ceilings with conventional reinforced concrete flat slabs. In addition to a mass and cost analysis, the construction times are also compared using various flat slab systems and the advantages of the individual construction methods are worked out. Publication: 2008 Authors: Prof. Dr.-Ing. U. Kuhlmann, Dipl.-Ing. G. Hauf, Dr.-Ing. N. Sauerborn Main content only available in German language. Title and description automatically translated using Deepl API
available anytime
View details →20,00 €
excl. VAT
 FOSTA
FOSTAP 707 - Characterisation and optimisation of the macroscopic degree of cleanliness in highly stressed steels using the US immersion technique
P707 - Characterisation and optimisation of the macroscopic degree of cleanliness in highly stressed steels by using the US immersion technique test Inclusions in steel components are one of the most common causes of failure under cyclic loading. In order to minimise the risk of inclusions, the requirements for the degree of cleanliness of steels have steadily increased in recent years. One way of checking the macroscopic degree of purity is ultrasonic immersion technology. With a minimum detectable comparative defect size of 0.3 mm KSR, it represents a significant improvement compared to continuous testing (minimum detectable comparative defect size 0.7 mm KSR); however, it can also only be used to assess the macroscopic degree of purity. The microscopic degree of purity can be described using light-optical methods. Statistical investigations in accordance with ASTM E 2283 03, which were carried out as part of this project, have shown that the occurrence of globular oxides with a diameter greater than 30 metres is extremely unlikely. This means that no statements can be made about the frequency of occurrence of inclusions with a diameter between 30 ?m and 0.3 mm KSR (corresponding to approx. 100 ?m inclusion size). This is particularly critical, as inclusions of 30 ?m or more can lead to failure in components subject to high pressure loads. Nevertheless, inclusions with diameters between 30 m and 100 m represent a particular risk, as they cannot be detected using either US testing technology or statistics. In this project, it could be shown that this range can definitely not be covered with the currently available techniques. The inclusions found using ultrasound could be identified as entrained slag during the investigations. A correlation of the rare macroscopic inclusions with the production route with a subsequent comparison of the different steels was rejected due to the limited data available. The microscopic inclusions, on the other hand, could be categorised into two groups. Elongated manganese sulphides and globular aluminium oxides. The first group is caused by the high sulphur content, while the second group is a result of the deoxidation process. After consultation with the PbA, it was decided to investigate the effect of individual inclusions on the mechanical properties in more detail. A new method of target preparation was developed for this purpose. By combining the results of the US immersion technique investigations and 3D X-ray tomography, it was possible to prepare micro tensile specimens containing defined inclusions. The shape of the inclusions could be recorded in three dimensions in this way. By comparing defect-free samples and samples with inclusions, it was possible to identify trends in the mode of action of inclusions. For example, a slag inclusion in a tensile sample leads to an increase in strength values and a reduction in elongation at break. When analysing the cyclic mechanical properties, it was not possible to prove a clear correlation due to the small number of samples. Using FE simulations in ABAQUS, it was possible to show that the inclusion volume cannot be the only decisive factor for assessing the degree of purity. Parameters such as shape, distribution and especially the combination of both parameters also influence the mechanical properties to a high degree. In future, 3D data of inclusions obtained by X-ray tomography can be incorporated directly into the FE simulation. This procedure offers the possibility of developing new approaches for damage models. FOSTA Research Association for Steel Application e.V. Publication: 2015 Authors: Univ.-Prof. Dr.-Ing. W. Bleck Main content only available in German language. Title and description automatically translated using Deepl API
available anytime
View details →20,00 €
excl. VAT
 FOSTA
FOSTAP 612 - Development and design of a new modular antenna support structure
P612 - Development and design of a new modular antenna support structure For the new mobile phone networks, there is a very high demand for antenna support structures that can be erected quickly and economically. The aim of this research project was to develop a simple, type-tested system that can be used in series. The required features were a modular, unobtrusive design with shielding, which ensures that the radio radiation is well below the legally required limits. In its decision of 5 March 2003, the Münster Higher Administrative Court (OVG) already demanded higher requirements with regard to both the optical effects of the transmitters and radiation emissions. Against this background, the research results presented here gain additional topicality. A support structure system was developed that allows different construction heights with an otherwise identical design. It consists of standardised modules with identical connecting flanges for all system lengths. By installing one or two shielding modules, even stricter limits for radio radiation can be safely complied with. The antenna support structure can be brought to the construction site as a complete, finished delivery unit and attached directly to a pre-assembled substructure using a crane. The same support tube cross-section was selected for all planned construction heights when determining the load and dimensioning the antenna support structure. The verification against vortex-excited transverse vibrations is important. These can reach high numbers of load cycles transverse to the wind direction. The supporting structure must therefore be designed to be fatigue-resistant. The structural analysis was designed for wind load assumptions in accordance with E DIN 1055-4 and DIN 4131 or 4133 and already for the new E DIN 1055-4, whereby the decisive aerodynamic coefficients were determined in extensive wind tunnel tests. The system has been type-tested by the North Rhine-Westphalia Structural Testing Office. The tests have shown that the dynamic behaviour as a result of wind impact is largely determined by the substructure in addition to the antenna design. In order for the above-mentioned statics to be valid, a minimum rigidity of the existing substructure must therefore be ensured. This must also be verified by the site planner. The antenna system can be installed on almost all roof locations and any roof shape. The respective internal forces required on site for the substructure can be read from a simple table. This speeds up the production and assembly of the system considerably thanks to the possibility of prefabricating the modules and also makes it more cost-effective. STUDIENGESELLSCHAFT STAHLANWENDUNG e. V. Publication: 2003 Authors: Dr.-Ing. M. Hortmanns, Dipl.-Ing. S. Stark Main content only available in German language. Title and description automatically translated using Deepl API
available anytime
View details →30,00 €
excl. VAT